Bend Sheet Metal More Than 90 Degrees
Spring Back Sheetmetal Me

Lowbuck Mm 90 Degree Forming Dies Metal Working Tools Metal Working Projects Metal Fabrication

How To Bend A Box Bar To 90 Degree Teknik Bending Manual Besi Hollow Youtube In 2020 Custom Metal Fabrication Metal Working Projects Metal Working Tools

Build A Sheet Metal Brake Sheet Metal Brake Metal Working Projects Sheet Metal

Diy Sheet Metal Bending Brake Metal Bending Tools Metal Bending Sheet Metal Brake

Build A Sheet Metal Brake Sheet Metal Brake Sheet Metal Metal Bending Tools

Also wiping die employed in edge bending must have a pressure pad.
Bend sheet metal more than 90 degrees. After bending the sheet we need to do some measurements as shown in figure 2. However angles greater than 90 degrees will require more complex equipment capable of some horizontal force delivery. The bend attains 90 degrees at a point in the die space that s about 20 percent the material thickness as measured from the bottom of the v die. Edge bending gives a good mechanical advantage when forming a bend.
From there we can calculate the k factor and the bend deduction. Often the offset will be one workpiece thickness in order. For instance 0 062 in thick cold rolled steel will bottom once the punch nose is 0 074 to 0 078 in. The diagram shows one such mechanism.
Geometry of tooling imposes a minimum bend dimension. As an example if you want to bend 24 gauge sheet metal at a 90 angle the calculation would be. Actually there are special polymer tools available to avoid any kind of tool marking let alone scratches. 0 017453 x 90 x 0 020 0 33 x 0 024 0 0438558984 inch bend allowance keep in mind that some metals are more brittle than others.
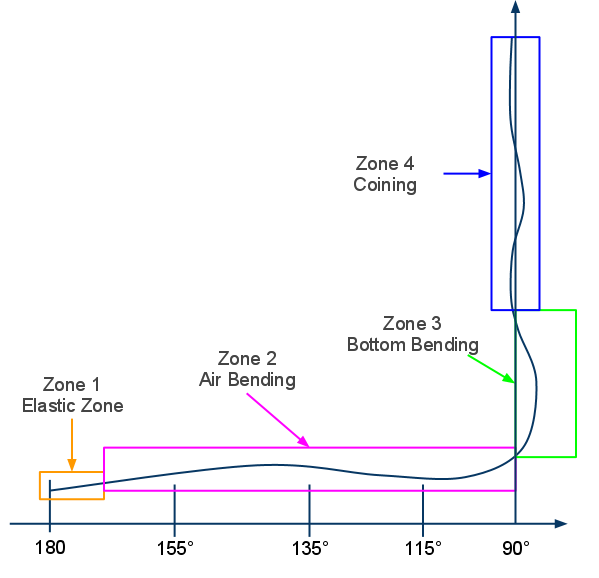
Another way to bend edges is through rotary bending. Rotary benders can also bend sharper corners than 90 degrees. To achieve a 90 degree bend you must overbend the material past the desired bend angle and allow it to return to the desired shape with the springback. 90 degrees bend angle.
We will start by calculating the bend allowance. For bend angles smaller than 90 they are usually defined as the length from the apex to the edge for bend angles larger than 90 they are usually measured from the tangent of the bend to the. It has a big advantage over wipe bending or v bending it does not scratch the material s surface. Figure 2 illustrates the sheet that is bent with the bend angle of 90 degrees.
Edge bending is another very common sheet metal process and is performed with a wiping die. In fact press brakes are more flexible and can bend certain parts that the folder just cannot do. Figure 1 however keep in mind that this design works best for bends that have an inside bend radius that is equal to or less than 1x metal thickness. Bending a brittle metal beyond its limits could cause the metal to snap and break.

Sheet Metal Bend Design Equations And Calculation Engineers Edge In 2020 Sheet Metal Metal Tools Sheet

Layout And Forming Part One

Bend Allowance
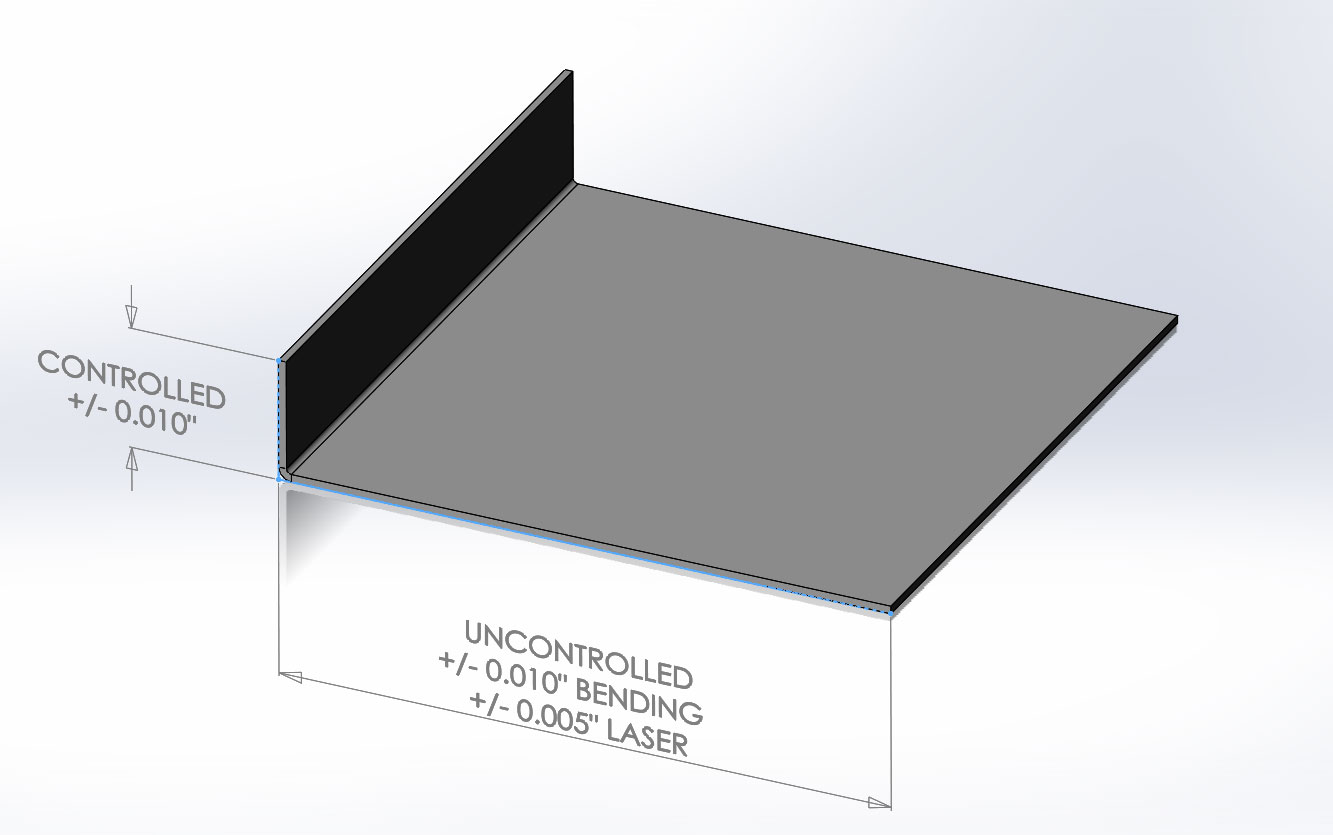
Sheet Metal Bending Tolerances

Veritas Tools Other Products Metal Bender Metal Bending Tools Metal Bender Metal Bending

Economical Strip And Wire Bending Jig Metal Forming Metal Jewelry Tools

Webinar Fundamentals Of Bending Metal With Press Brakes Part 1 Press Brake Metal Metal Working

How To Bend A Box Bar To 90 At 90 Degree Angle Youtube Metal Working Projects Metal Fabrication Custom Metal Fabrication

Bending Force Chart Lamiera

My Homemade Press Brake Had It Bending 10mm Plate 40mm Wide No Problem So Far Going To Make A Big Metal Working Projects Welding Projects Metal Bending Tools

Homemade Mini Bend Brake Metal Bending Tools Metal Bending Sheet Metal Brake

Welding Projects Metal Welding Metal Bending Tools Sheet Metal Brake Metal Working Tools

Making A Radius Bending Fixture For Sheetmetal Youtube Metal Bending Tools Metal Bending Metal Shaping
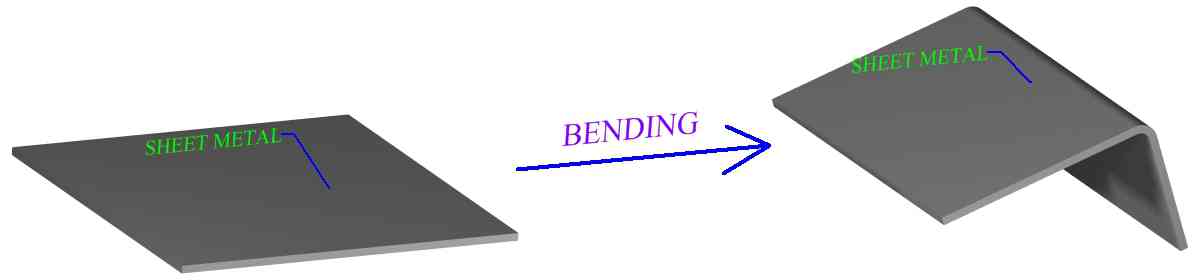
Sheet Metal Bending

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg

Wire Bending Tool That Can Do Any Curve Or Angle Imaginable Metal Working

Difficulty Level Easy Medium Hard Insane Easy Process While I Was Converting My Manual Gare Kiln To P Sheet Metal Brake Sheet Metal Metal Bending Tools

Corner Notcher Tube Middle 90 Degree Angle Hydraulic Notching Machine Degree Angle Hydraulic Bend Machine
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau

Bench Top Box Pan Sheet Metal Brake By J Hartnell Sheet Metal Brake Sheet Metal Sheet Metal Bender

The Twists And Turns Of Proper Duct Installation Quality Built

24 Straight Sheet Metal Brake Bench Top In 2020 Sheet Metal Brake Metal Bending Tools Metal Shaping

Avt 206 A P P2 Developing Sheet Metal Flats The Math Behind The Bends Youtube Welding Projects Welding Metal Working

Sheet Metal Bender Folder Bending Brake 30 In Sheet Metal H Duty Former Machine Ebay Sheet Metal Bender Metal Bender Metal Bending

Pin By Ruzana On Bending Machine Tools Sheet Metal Metal

This Cincinnati Webinar Is On The Fundamentals Of Bending Metal With Press Brakes Part 1 Of 2 Metal Fabricators And Product D Press Brake Metal Metal Working

Hydraulic Press Brake Brake Hydraulic Press In 2020 Press Brake Sheet Metal Tools Welding Tools

Cone Conical Hand Rolls Fabrication Tools Tiny House Plans Machine Service

We Offer Steelandmetalforming Services To Produce Components And Fabricated Parts For Subassemblies From Sim Metal Fabrication Steel Fabrication Steel Metal

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Diy Metal Brake For Bending Sheet Metal Metal Bender Sheet Metal Sheet Metal Art

Homemade Strong Wire Bender Youtube In 2020 Metal Bending Tools Metal Bending Metal Working Tools
5 1 2 Quot Bending V Shape Pliers 90 Degree Jaws Forming Jewelry Making Reshaping Plr 0060 Jewelry Making Tools Metal Forming Disc Cutter

Amazing Tool How To Fold Sheet Metal Homemade Sheet Metal Press Tool V 2020 G Derevoobrabatyvayushie Instrumenty Metallicheskaya Krysha Listogib

6pb20tfgnd Swag Gooseneck Dies Fit The 12 Ton 20 Ton 20 Metal Bending Tools Fabrication Tools Metal Fabrication Tools

Diy Sheet Metal Bending Youtube Metal Bending Sheet Metal Tools Metal Bending Tools

These 90 Inside Corner Couplings Are Used To Change The Direction Of Emt Conduit Runs In Any Direction By 90 Degrees Electrical Fittings Light Accessories Emt

Electromagnetic Sheet Metal Folding Machine 1000e View Manual Sheet Metal Bending Machine Chengyang Product Details From Xiamen Chengyang Mechanical Elect Sheet Metal Folding Machine Metal Bending

Press Brake Tooling Information On Globalspec Press Brake Tooling Sheet Metal Work Press Brake

How To Make A Diy Sheet Metal Brake Youtube Sheet Metal Bender Metal Bender Sheet Metal Brake

12 X 10 Gauge Sheet Metal Roller Slip Roll Rolling Metalworking Brass Steel Ebay Sheet Metal Roller Machining Metal Projects Sheet Metal

Edge Benders Metal Bending Tools Sheet Metal Tools Metal Fabrication

