Bending 125 Aluminum Sheet

Bending Aesthetics When The Finish Comes First Fabricating And Metalworking

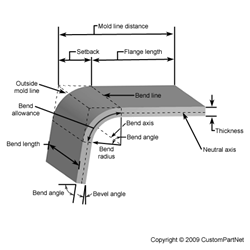
Layout And Forming Part Two

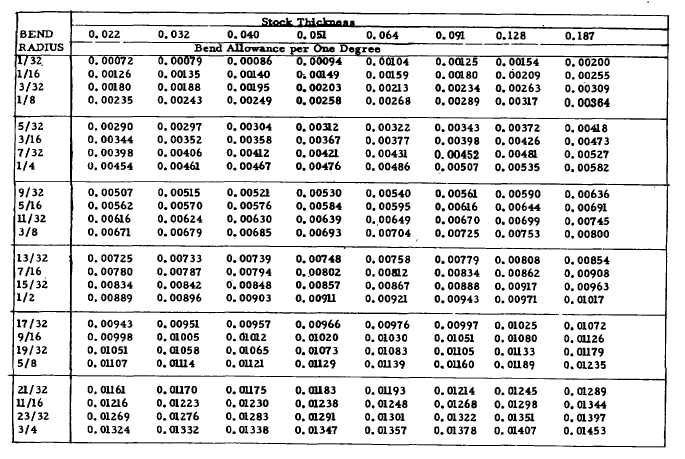
Bend Allowance Sheetmetal Me
Aluminum Sheet How To Bend Aluminum Sheet
Sheet Metal Calculator Bend Allowance Equations And Calculator Engineers Edge

Sheet Metal Design Guide Geomiq
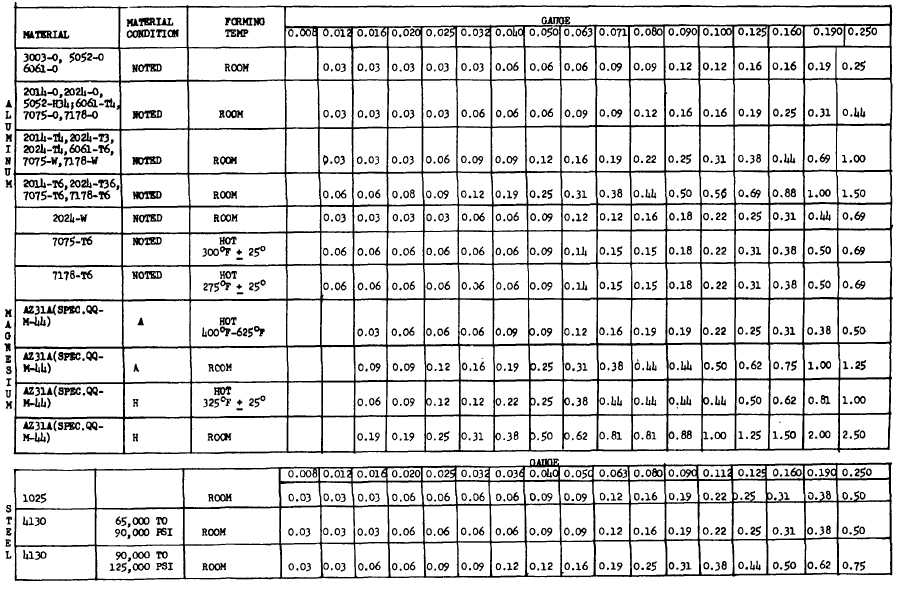
Steel american iron and steel institute 1 see aisi s fabrication guidlines for cold bending thk 6061 t6.
Bending 125 aluminum sheet. From a bending perspective it s always best to bend these parts in an annealed state and then temper them to the correct condition. Make sure the bar is seated firmly inside the frame. Bending is one of the most common sheet metal fabrication operations. Aluminum where necessary 5052 h32 may be bent to 1t and 6061 t6 to 1 1 2t.
To define the bend region and reduce the force required to bend a part out of sheet metal down to something you can handle without a brake press slots can be cut at the bending line to. The force must exceed the material s yield strength to achieve a plastic deformation. Create a long fracture line then progressively bend the sheet from one end to to the other. If bending along the grain you want closer to the bigger numbers and across you can bend to a smaller radius.
Flip the sheet over and repeat. After a few wiggles the sheet will fracture along the cut line leaving a clean break as shown in the above photos. 6061 t6 aluminum is tempered and notorious for not bending easily. Which aluminum alloy bends the best is a a common question customers want the answer to.
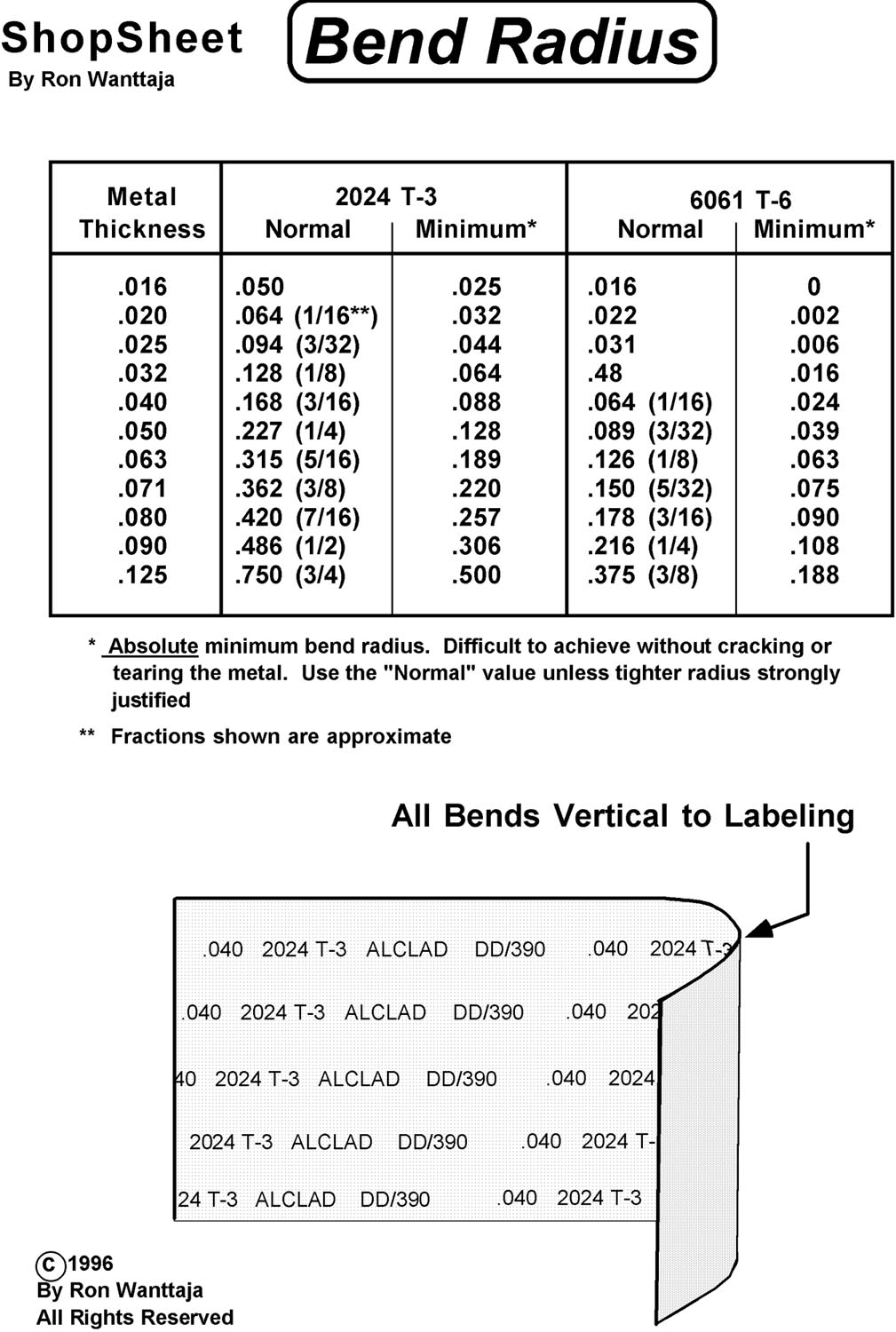
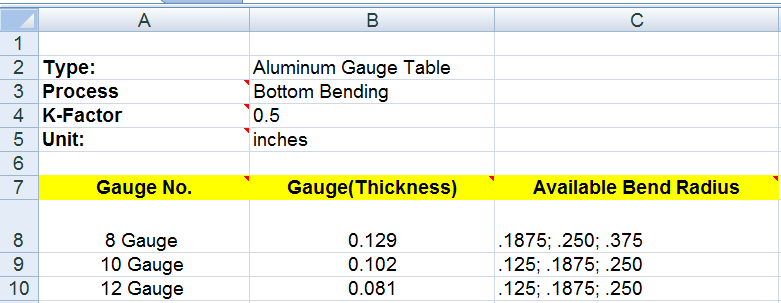
Then place the clamp bar back down on top of the aluminum crosswise. The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius. Your 125 thickness will need a radius of 187 to 375 on the inside of the bend. We re having trouble bending 6061 t6 aluminum without cracking and i was wondering if you could give us a few pointers.
In high purity forms aluminum is soft and ductile. Place the fracture line over the edge of a table and bend the overhang slightly downwards. Bending is a delicate and demanding process most of the time and common fabricating processes require a degree of formability that make your choice of proper alloy critical. This is done through the application of force on a workpiece.
Insert your aluminum sheet into the brake beneath the removable clamp bar. If you search for aluminium bend radius you will find that 6061 t6 should be bent with a minimum bend radius of 1 1 2 to 3 times the sheet thickness. With care and patience full size sheets of aluminium can be cut using this method. Also known as press braking flanging die bending folding and edging this method is used to deform a material to an angular shape.
Lift the clamp bar away from the rear of the brake frame and slide the sheet in perpendicularly to the direction you want to bend it.

Which Aluminum Alloy Bends Best Clinton Aluminum
Bend Allowance Calculator

Free 1000 Diy Projects Handbook Homemade Bending Tool X2f Sheet Metal Brake Hobosgold Do You Find Th Metal Bending Sheet Metal Brake Aluminum Sheet Metal
Aluminum Sheet K Factor Aluminum Sheet
How To Set Up Sheet Metal Gauge Tables Engineers Rule

Automated Sheet Metal Panel Bending Metal Sheet Design Sheet Metal Fabrication Metal Bending

Aluminum Sheet Craft Metal All Sizes Fast Shipping
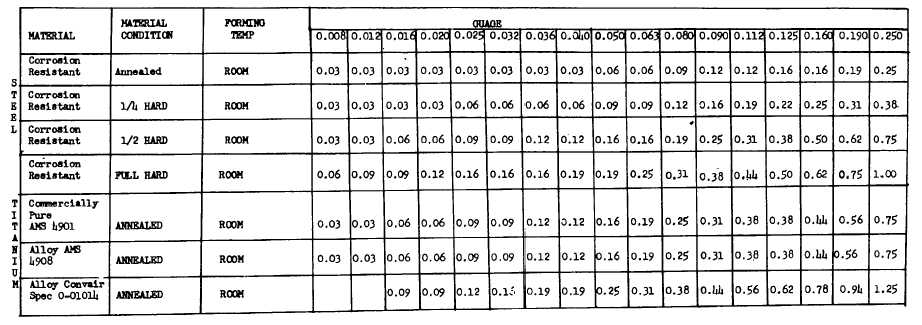
Standard Bend Radii For 90 Cold Forming Flat Sheet Contd
Metalsdepot Buy 6061 Aluminum Channel Online
Aluminum 5052 Sheet M K Metal Co

Run Away Brainz Diy How To Bend Aluminium The Easy Way With A Home Made Brake And A Few Tricks Sheet Metal Bender Steam Bending Wood Metal Bender

Aluminum Perforated Sheet 1 8 Thick 1 4 Hole 3 8 Stagger Various Sizes Perforated Metal Perforated Metal Sheet

Pin On Forms And Shapes

3d Cad Modeling Of Sheet Metal Parts

Sheet Metal Bending Up To 16 M Length

This Homemade Bending Tool Makes A Cheaper Alternative For Your Expensive Metal Bending Machines Metal Bending Sheet Metal Bender Metal

Mill Finish Aluminum Sheet Plate 6061 T6 190 48 X 5 125 Aluminium Sheet Stainless Steel Sheet Diamond Plate

The Tool Works Great It Does Have To Be Mounted On A Strong Table With A Little Muscle This Bender Can Fold Metal Bending Tools Welding Table Welding Projects
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau

How To Bend Steel Plate Without A Brake Youtube

Sheet Metal Bender 30 Aluminum Bending Brake Sheet Metal Bender Sheet Metal Bender Metal Bender Sheet Metal
Solved Long Answer Quantitative 6 Estimate The Maximum Chegg Com

Aluminum Sheet Aluminum Sheet Weight Chart

What Is The K Factor In Sheet Metal Bending Apx

How Do Aluminum And Stainless Steel Differ
Just Bend Measuring Gauge Just Bend Kit

Mini Universal Bending Bender Forms Wire Flat Metal And Tubing Dobladoras Manualidades Herramientas

Homemade Bending Tool Sheet Metal Brake Youtube Sheet Metal Sheet Metal Brake Metal Working Tools

How To Put A 90 Degree Bend In 125 Thick Aluminum The Home Machinist

2024t3 Alclad Aluminum Sheet Aircraft Spruce

Hydraulic Sheet Bending Machine Hacmpress Press Brake Wc67y 125 3200 In Batam Image Of Hydraulic Press Brake Machine Hydraulic Press Brake Cnc Machine Price

Aluminum Diamond Tread Plate Sheet 125 24 X 48 Etsy Diamond Plate Aluminum Free Plates

Wc67y 125 T 2500 Nz Listovogo Metalla Bender Mashina Gidravlicheskij Mashina Ispolzuetsya Gidravlichesk Hydraulic Press Brake Press Brake Machine Cnc Press Brake

Wc67y 8211 125 3200 Bending Machine Manual Plate Sheet In Malaysia Https Www Hacmpress Com Pres Hydraulic Press Brake Press Brake Machine Press Brake

Pin On Aluminum Sheet

10 6 Aluminum Steel Metal Trim Siding Brake 26g Steel Stand Slitter Included Ebay Siding Trim Sheet Metal Fabrication Sheet Metal Bender
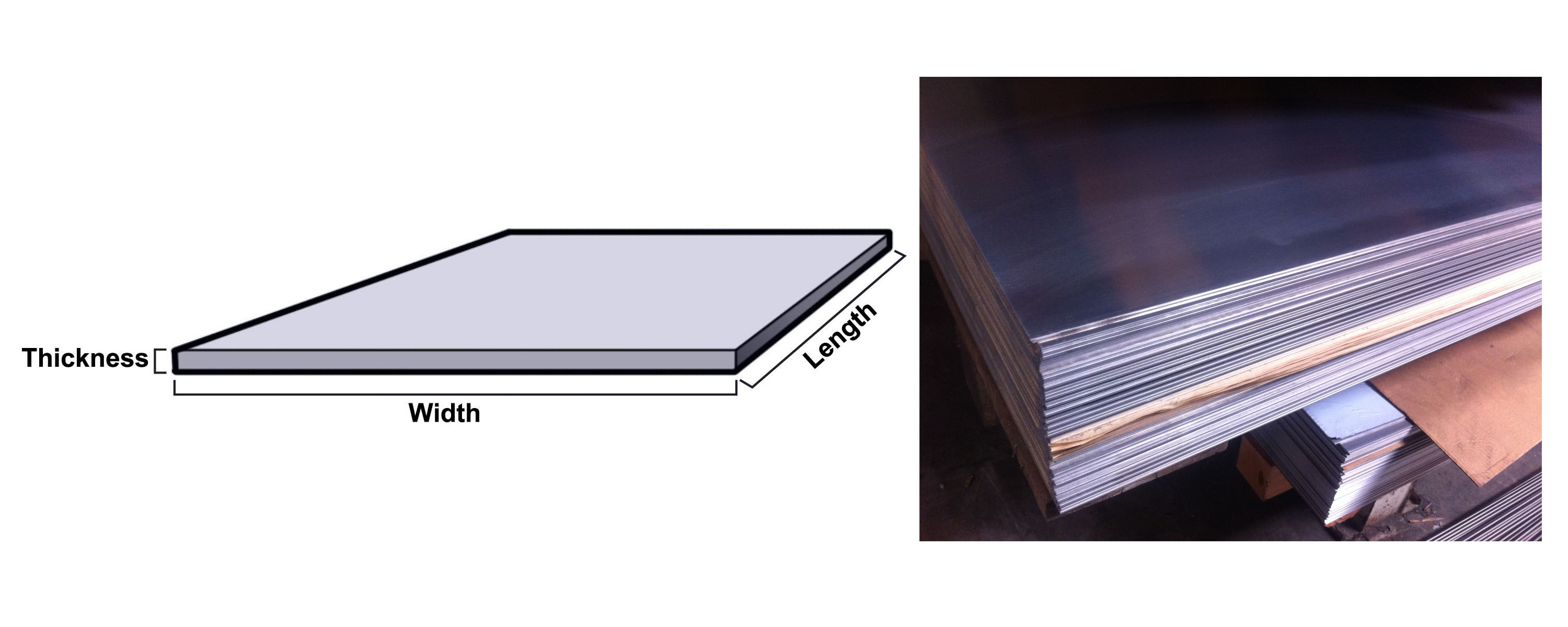
Aluminum Plate Aluminum Plate Thickness Tolerance

Amazon Com Aluminum Diamond Plate Sheets 025 Thin 4x10 Bright Polished Industrial Scientific

Aluminum Sheets For Sale In Philadelphia Pa Sherwood Steel Inc Sherwoodsteelinc Com

Pin On Metalwork

Metalsdepot Buy 6061 Aluminum Angle Online

