Bending Aluminum Sheet Grain

Metal Grain Direction What You Need To Know Aaa Air Support

Understanding Grain Structure And Direction When Plate Bending

5 Tips For Avoiding Sheet Metal Deformation Wiley Metal

Bending Basics The Fundamentals Of Heavy Bending
Press Brake Basics 10 Tips For Bottom Bending Aluminum

Analyzing The K Factor In Sheet Metal Bending
When bending aluminum know that the smaller your inside bend radius the larger the chance that cracking will occur in the part.
Bending aluminum sheet grain. Pieces 22 long by 1 75 wide by 0 63 thick. Again the minimum inside bend radius is even larger when bending with the grain. The grain direction is established during the metal rolling process. General advice on aluminum.
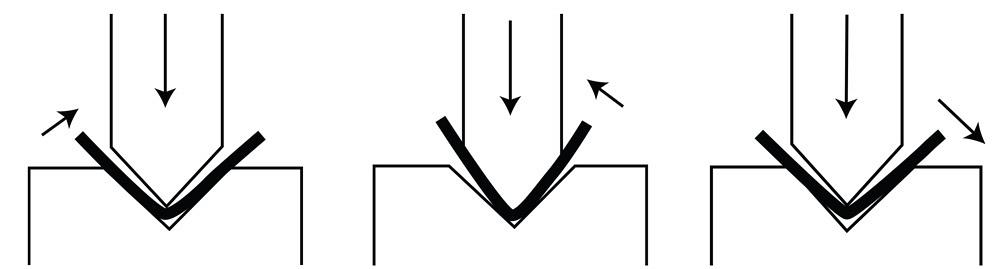
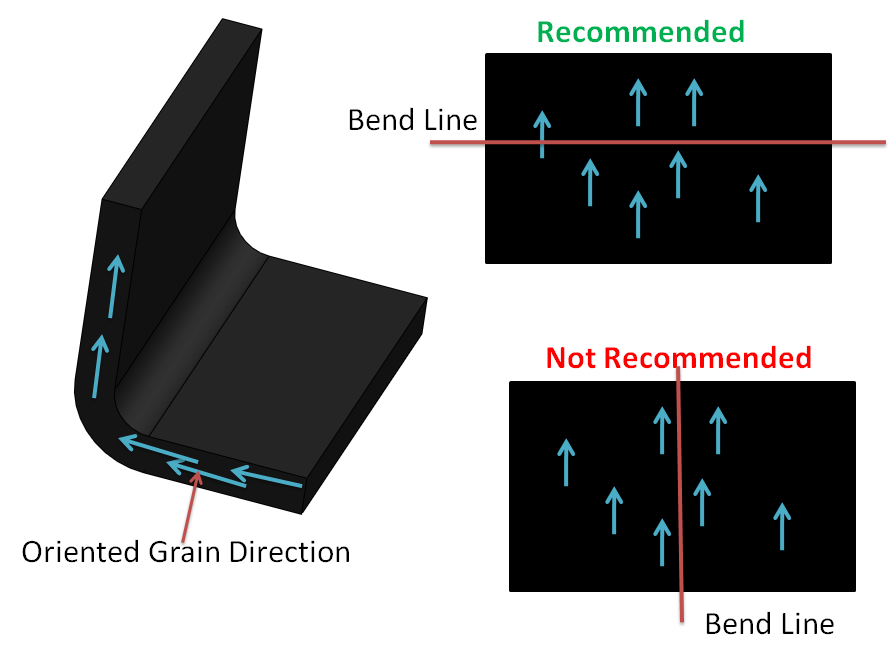
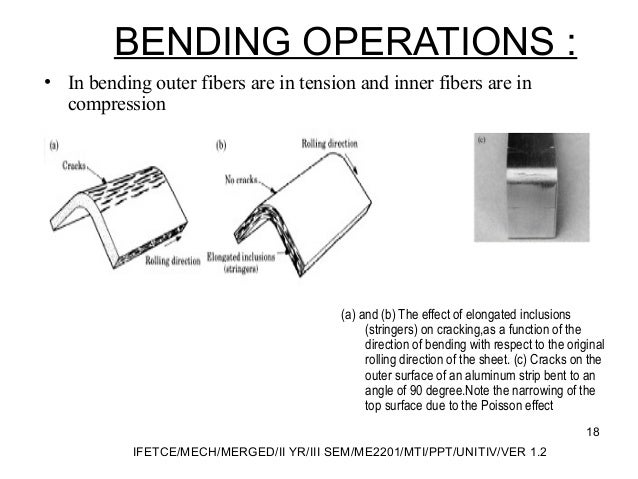
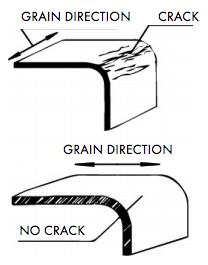
A common way to prevent material failure or cracking is by bending the metal against the grain or perpendicular to the grain. Bending with the grain gives a different result than bending against it. Also know that for the best results and fewer cracks on the outside of the bend the bend line should go across or diagonal to the material grain when and where possible. The trend is obvious.
In other words if you re bending 1 8 sheet use a tool with a 1 8 radius to form the inside of the bend. When bending high strength materials such as spring or high carbon steel you should orient the part so that it can be bent against the grain. That said forming with the grain takes less pressure to make a bend. For most applications with stainless steel or aluminum you can get away with a zero radius bend on anything under 0 050 thick.
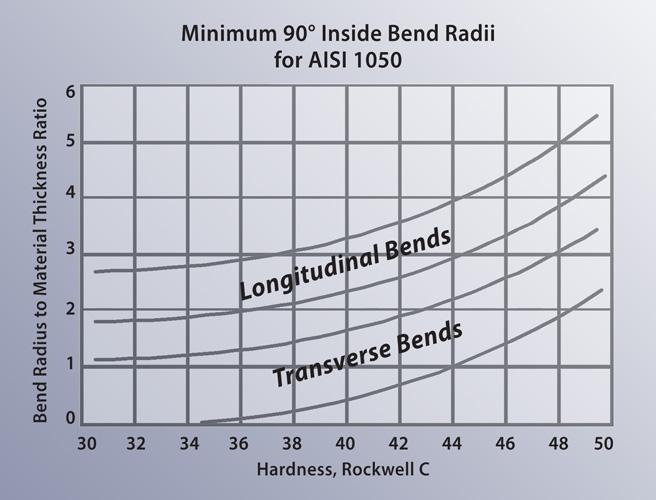
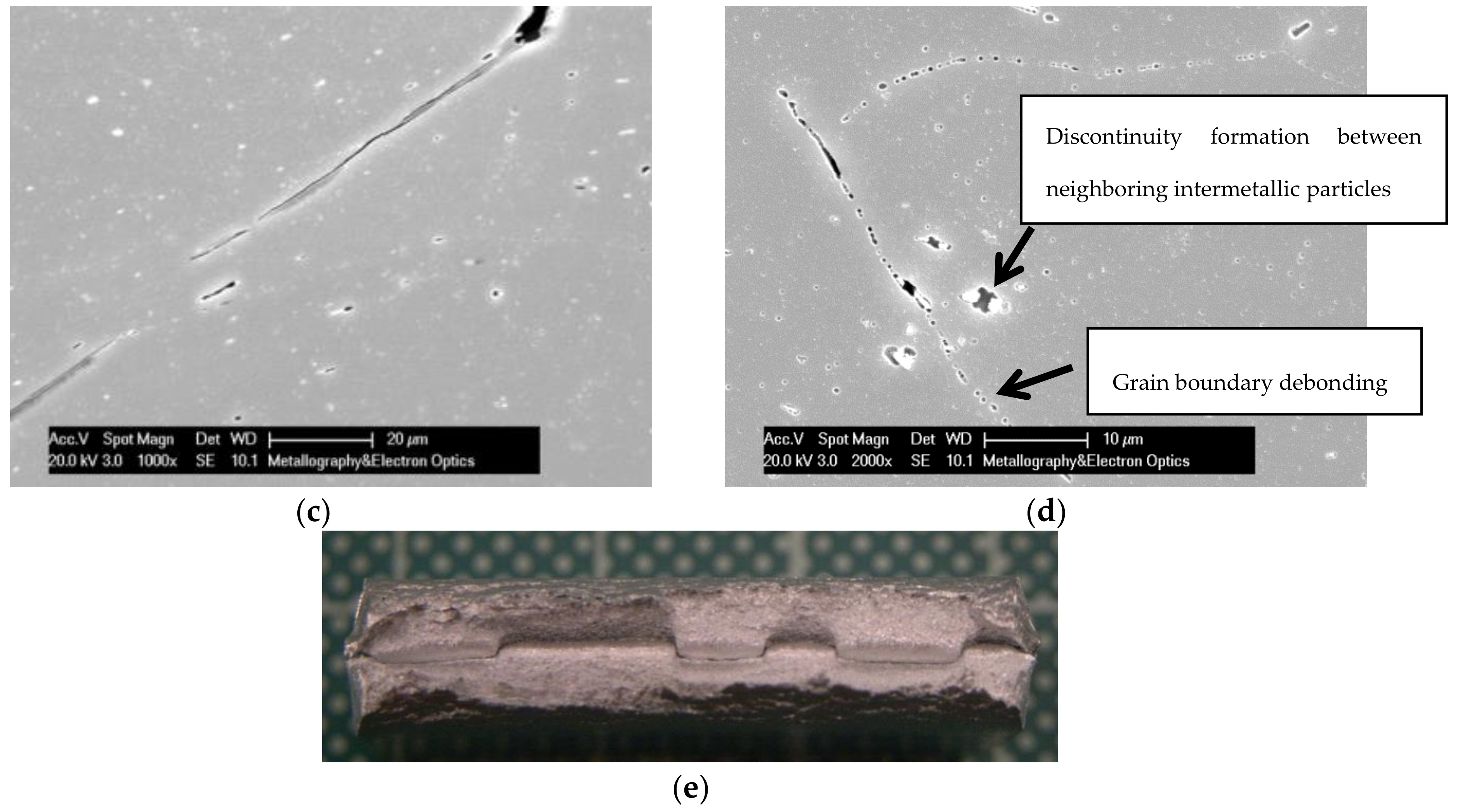
Inside bend radius 0 19. Bending the sheet metal longitudinally with the grain allows those grains to separate at the grain boundaries. For 0 5 in thick 7050 aluminum the minimum bend radius may be specified as much as 9 5 times material thickness. Bending 2024 t3 grain direction considered.
Bend angles also can be less consistent. This is important to note especially with aerospace and aviation applications since bending with the grain or parallel to the grain direction can result in material failure. This could be either problematic or catastrophic depending on the application of the end product. Bending with the grain also limits how tight of an inside bend radius you can achieve without cracking the outside of the bend.
The harder and thicker the plate is the greater the minimum bend radius. If you re bending 0 020 thick material use a 0 020 radius.

Making Fittings Part 1
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

5 Cracking Results When The Direction Of Bending Is Parallel To The Download Scientific Diagram

Aluminum Plate Grain Direction In Aluminum Plate
Minimum Versus Recommended Inside Bend Radius

Here Are The Best Aluminium Alloys For Bending Shapes
Http Www Theartofpressbrake Com Wp Content Uploads 2015 01 29 Bending Variables Pdf
Unit 4 Ppt Mt1

Rolling Direction Of An Aluminium Plate
Aluminum Sheet How To Bend Aluminum Sheet At Home
What Sheet Metal Shops Wish You Knew Reasonable Tolerances Grain Direction And The Base Flange
What Is Metal Stamping Esi Engineering

Asp3220 Patterned Aluminum Sheet Wood Grain 2 X 6 20ga By Fdjtool Fdj Tool

Mechanical Design Tutorial Sheetmetal Design
Https Online Kaiseraluminum Com Depot Publicproductinformation Document 1019 Kaiser Aluminum Hi Form Aerospace Pdf
Metals Free Full Text Examination Of Formability Properties Of 6063 Alloy Extruded Profiles For The Automotive Industry Html

Video Tech Tip Master Solidworks Sheet Metal Grain Direction Youtube
Press Brake Bending Applying The 20 Percent Rule To 6061 Aluminum
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiqvlupbxaqt4auezt3tznunxbxmnl1iccgyudo Iy Aggr2 Q Usqp Cau

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc Sheet Metal Fabrication Metal Sheet Design Sheet Metal

Automated Sheet Metal Panel Bending Services Sheet Metal Metal Panels Metal Working

Orange Peel Industrial Metallurgists
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Bending Aluminum Grassroots Motorsports Forum

Pin On Handmade Crafts Sewing

Free 1000 Diy Projects Handbook Homemade Bending Tool X2f Sheet Metal Brake Hobosgold Do You Find Th Metal Bending Sheet Metal Brake Aluminum Sheet Metal

Bending Aluminum Enclosures On A Homemade Brake

Minimum Bending Radius Something To Pay Attention

Bending Basics The Hows And Whys Of Springback And Springforward
Why Do Certain Metal Objects Get Scalding Hot When You Bend Them By Hand Askscience

Pdf Effect Of Temperature On Hardness And Microstructure In Rotary Bending Of Copper Sheets

Aluminum Sheet An Overview Sciencedirect Topics

Corner Connectors For Aluminum Frames Metal Furniture Steel Furniture Sheet Metal Fabrication
Pdf Factors Affecting On Springback In Sheet Metal Bending A Review

Down Dirty Modding Quick Tip Bending Aluminum In A Vice Youtube

Footlights Art Deco Bedroom Art Deco Interior Art Deco

Pin By George Cohenno On Welding Metal Bending Tools Press Brake Metal Working Tools

Content By Steve Benson

Sheet Metal Forming Process Chapter 7 Ppt Download

Grain Size Effect On Saddle Phenomenon In V Bending Process Of Thin Sheet Metal Scientific Net

Sell Even 6 X 12 Aluminum Smooth Fascia At Menards
Press Brake Bending A Deep Dive Into Springback

