Brazing Cracks In Thin Sheet Metal

How To Braze Steel In Metalworking Brazing Welding Projects Metal Working

Metal Brazing Tips And Advice Johnson Matthey

Brazing Definition And How To Braze Metals Mechanicallyinfo Com
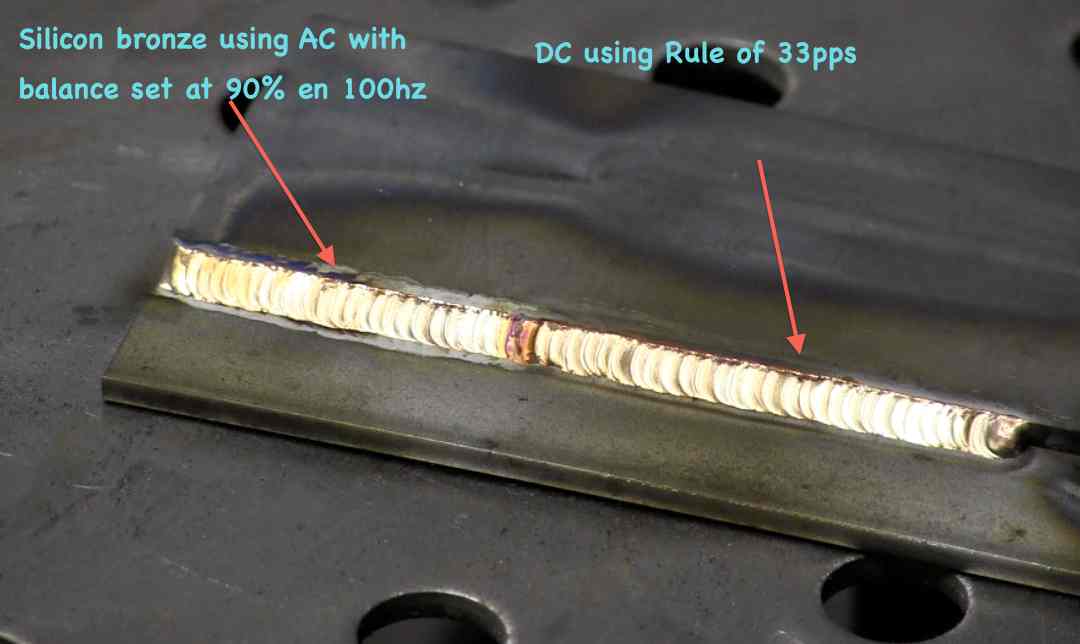
Tig Welding Brazing With Silicon Bronze

What Metals Can Be Brazed The Harris Products Group

Failure Of A Dissimilar Metal Braze In An Expansion Joint Springerlink
You should now have a complete joint penetration weld that is as strong as the original member assuming it is low medium carbon steel.
Brazing cracks in thin sheet metal. Because of this you don t need the base metals to be similar so it s possible to tig braze copper to stainless steel as an example. Apply the brazing rod to the joint while continuing to heat the metal surfaces. Finally brazing fluxes have a tendency to cause hydrogen embrittlement in the metal adjacent to brazed joints and this can cause cracking in that metal as panels vibration cycle over miles and time. Note that quenching can affect base material mechanical properties.
In this video im showing you the process i use to do small rust repairs where a complete panel. A third method of applying brazing filler metal is to use a paste mixture of flux and filler metal powder. If needed use clamps to secure the pieces in position. Here s a few tips on repairing rust holes in car body panels.
Do not quench materials with large differences in coefficients of thermal expansion to avoid cracks in the base materials and tears within the braze alloy. Have you ever welded something so thin and worn out that all you do is blow holes in it. Grind the outside of the crack down to sound metal about 1 2 the thickness of the base metal. Heat the joint where the two pieces of metal will meet until the joint glows.
Heat treatable or core alloys composed mainly of manganese or magnesium are also used. Quench only after the braze filler metal has solidified to avoid cracks or rough braze joints. A convenient method of preplacing filler metal is by using a brazing sheet an aluminum alloy base metal coated on one or both sides. Braze welding unlike brazing goes beyond capillary action and deposits a strengthening thickness or bead of brazing material in braze weld.
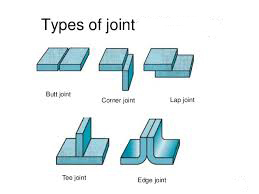
Weld the excavation from the outside. Position the metal as desired. The filler material flows into any and all microscopic crevices in the metal and pulls the pieces together similar to a permanent velcro. In most cases an overlapped joint will be stronger and braze together easier than a gapped joint.
Brazing Drawing Challenge Part 2 Answers

Welding The Best Way To Learn Youtube Brazing Welding Table Welding Projects

Pin On Advances In Engineering Key Scientific Articles

How To Easily Join Together Aluminum Plates Repair Aluminum Parts Metal Welding Diy Welding Welding

Brazing Aluminium Successes Failures Youtube

Aluminum Welding Cast Iron Welding Pot Metal Repair Silver Solder With Muggyweld Com Youtube Welding Aluminum Brazing Welding

Brazing Flux 101 The Harris Products Group

Procedures For Brazing Pipe And Tubing The Harris Products Group

How To Easily Repair Holes In Aluminum Repair Welding Aluminum Solar Power Diy

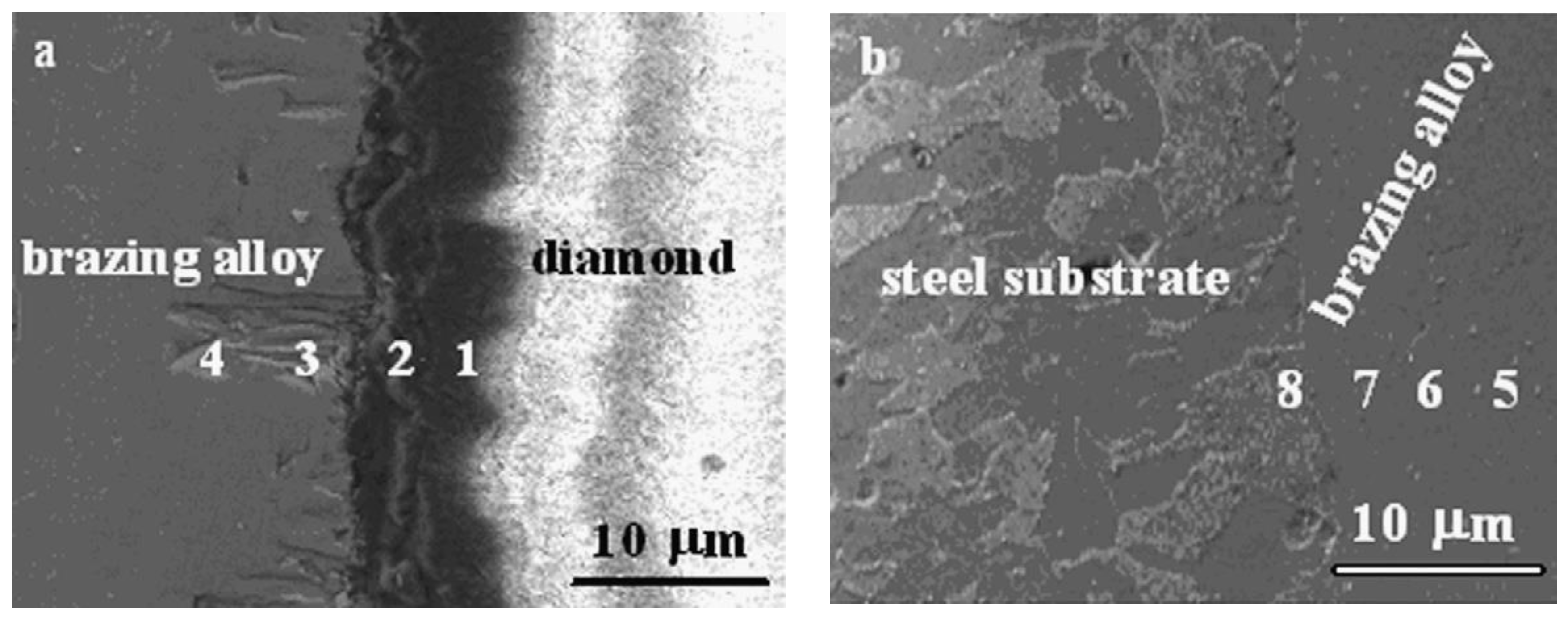
Sem Images Of The Cu Weld Metal Brazing Interface Zones Formed With Download Scientific Diagram

Sem View Of Inclusions In Braze Metal Of Lap Joint Aluminium Grade Download Scientific Diagram
The Welders Warehouse Blog

How To Solder Aluminum Soldering Welding Aluminum How To Clean Metal

How To Correctly Braze Silver Solder A Copper Pipe 5 Steps With Pictures Instructables

Schematic Diagram Of The Brazing Process A Clamping Of The Ag W Download Scientific Diagram

How To Braze Aluminum Weld Guru

Weld Art Welding Art Welding Welding Projects
Metals Free Full Text Research And Development Of Powder Brazing Filler Metals For Diamond Tools A Review Html
3

Sem View Of Inclusions In Braze Metal Of Lap Joint Aluminium Grade Download Scientific Diagram
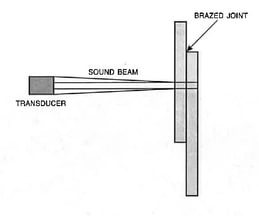
Inspecting Brazed Joints

How To Weld Aluminum Without A Welder 7 Steps With Pictures Instructables
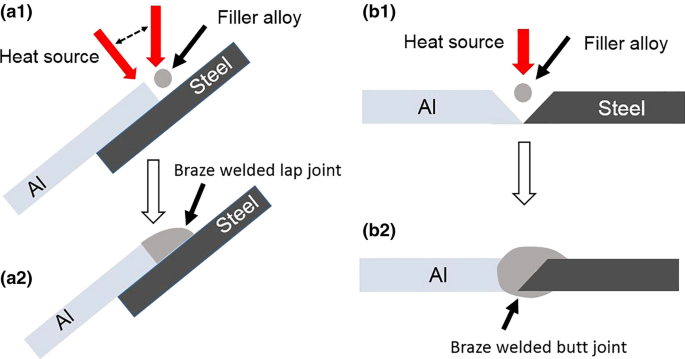
On The Joint Formation And Interfacial Microstructure Of Cold Metal Transfer Cycle Step Braze Welding Of Aluminum To Steel Butt Joint Springerlink

Quick And Easy Brazing Aluminum Copper And Nonferrous Metals 9 Steps With Pictures Instructables

How To Easily Braze Steel Iron Brass Bronze Copper Youtube

Procedures For Brazing Pipe And Tubing The Harris Products Group

Stick Welding Aluminum Welding Aluminum Welding Welding Tips

Simbologia De Soldadura Soldadura Tipos De Soldadura Soldadura Electrodo
Metals Free Full Text Recent Progress In The Joining Of Titanium Alloys To Ceramics Html
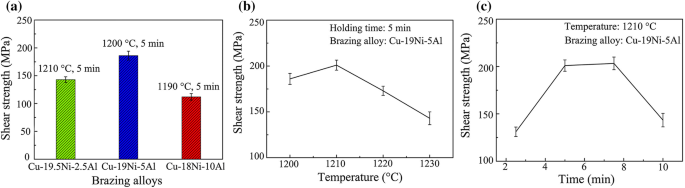
Current Review On The Research Status Of Cemented Carbide Brazing Filler Materials And Mechanical Properties Springerlink

Aluminum Brazing Challenges 2020 02 10 Industrial Heating

Low Temperature Aluminum Welding Rods 8 Pc Aluminum Welding Rods Welding Rods Welding

Clean Weld On The Kinetik Trucks Camburg Millerwelders Kinetiktrucks Svarka

Vacuum Brazing Of Alumina To Stainless Steel Using Femtosecond Laser Patterned Periodic Surface Structure Sciencedirect

How To Body Solder And Lead On A Car Eastwood Blog Auto Body Work Car Restoration Diy Auto Body Repair
Metals Free Full Text Joining Of Aluminium Alloy Sheets To Aluminium Alloy Foam Using Metal Glasses Html

Motorcycle Plastics Are Often Discarded Because Of Small Cracks In The Fairing Many People Don T Know That Plas Plastic Repair Motorcycle Repair Repair Videos

Pin By Adam Phelps On Welding Metal Working Welding Types Of Welding

High Temperature Brazing In Aerospace Engineering Sciencedirect

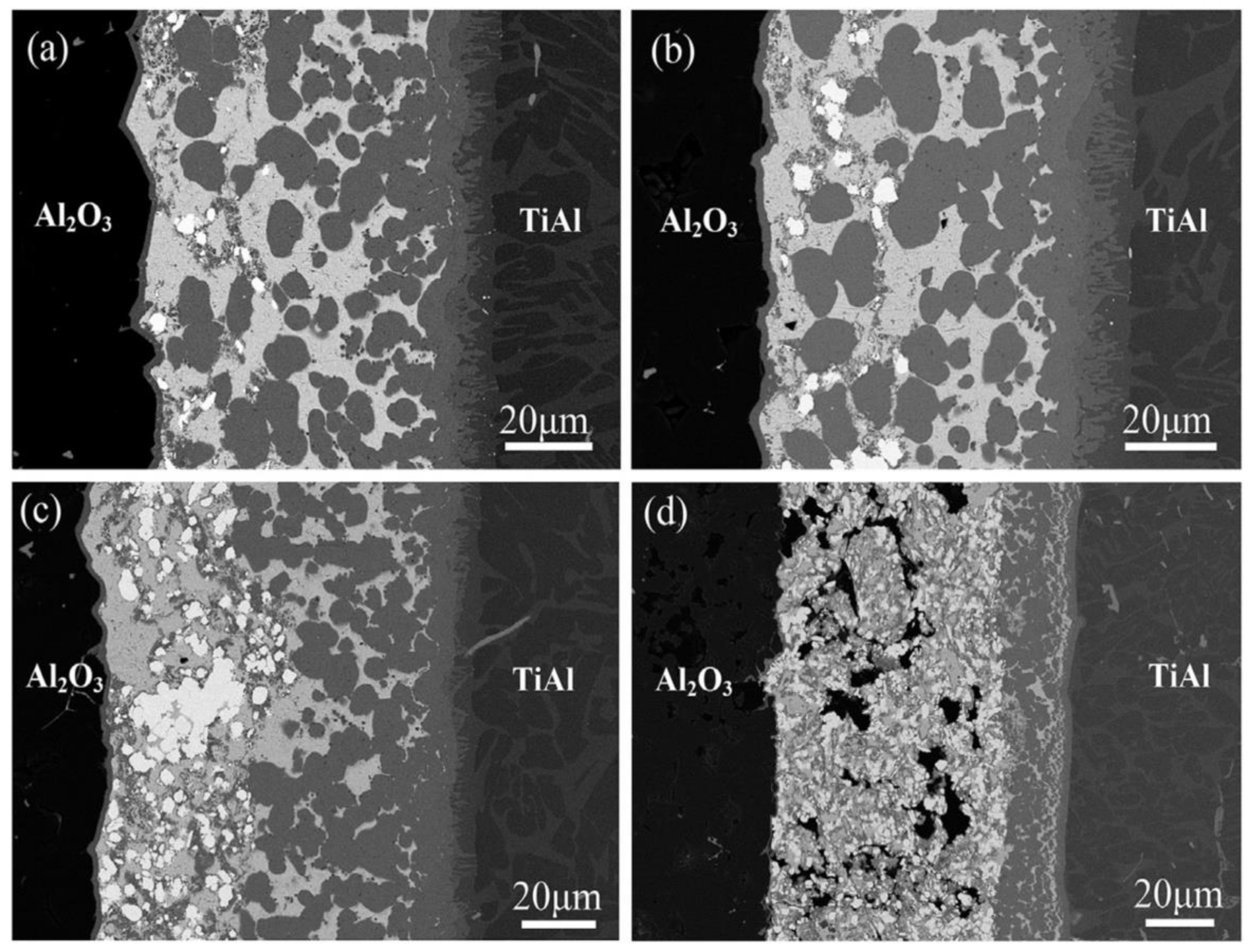
Sem Images Of Metal Ceramic Joints Al2o3 Feni42 A Induction Brazed Download Scientific Diagram

How To Braze Aluminum Weld Guru

Gallery Of Latane Works In 2020 Wrought Iron Design Early American Style Metal Working

