Brazing Thin Sheet Steel

How To Braze Steel In Metalworking Brazing Welding Projects Metal Working

Welding Copper To Stainless Steel Soldering Brazing Welding

Ssf 6 Silver Solder Is Used To Braze Steel To Stainless Have Emailed Company To Ask If Micro Torch Will Work For This Techniq Brazing Soldering Butane Lighter


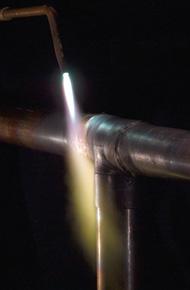
Brazing Steel Tubing Youtube

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrp7gqrqcr0nwftgb Cq6f5mwpe99heyn15tq Usqp Cau

Brazing is done at lower temperatures without melting the base metals.
Brazing thin sheet steel. Sheet metal bonded to 0 5 in. For instance when producing a 3 ft. And then stop to allow the weld to cool down before restarting again. Brazing is distinguished from welding because it uses an intermediary material usually a copper zinc alloy to join the two metal pieces rather than melting the pieces themselves.
Because of this you don t need the base metals to be similar so it s possible to tig braze copper to stainless steel as an example. Then clean the surfaces using soapy water or a. A process optimisation for coated c mn high strength steel and a parameter investigation of c mn high strength steel stainless steel and aluminium alloys. Brazing is a technique for joining pieces of metal together by filling the join between the two metal pieces with a molten intermediary metal.
Have you ever welded something so thin and worn out that all you do is blow holes in it. The intense heat of welding will likely burn through or at least warp the thin section. Brazing is a similar method to soldering and welding and requires the metal to be melted so they can be joined. Weld in the vertical down position weld 6 in.
In most cases an overlapped joint will be stronger and braze together easier than a. In this technique a filler metal is melted and flowed into the joint where the connection needs to be made. Position the metal as desired. A silver brazing filler metal by virtue of its silver content has very little tendency to increase electrical resistance across a properly brazed joint.
Did you want to learn how to work around that and deliver a solid re. Steps use the wire brush or emery cloth to scuff the surface of the metal. Another method used to join pieces of metal together is brazing. On larger thin gauge material spread out several smaller welds over the joint.
Welding in a sequence that limits the amount of heat can help minimize distortion in thin material. But you can further insure minimum resistance by using a close joint clearance to keep the layer of filler metal as thin as possible. Mig mag brazing of zinc coated and stainless steel sheet. For instance brazing is the better option on a t joint with 0 005 in.
The filler material flows into any and all microscopic crevices in the metal and pulls the pieces together similar to a permanent velcro.

Braze Vs Weld Youtube Welding Projects Welding Metal Welding

Han Tig Han Mig Chuyen Nghiệp Tig Welding Welding Brazing

Sheet Metal Fabrication Welding Aluminium Brazing Welding Aluminum Welding Metal Fabrication

How To Easily Join Together Aluminum Plates Repair Aluminum Parts Metal Welding Diy Welding Welding

Youtube Welding Metal Working Brazing
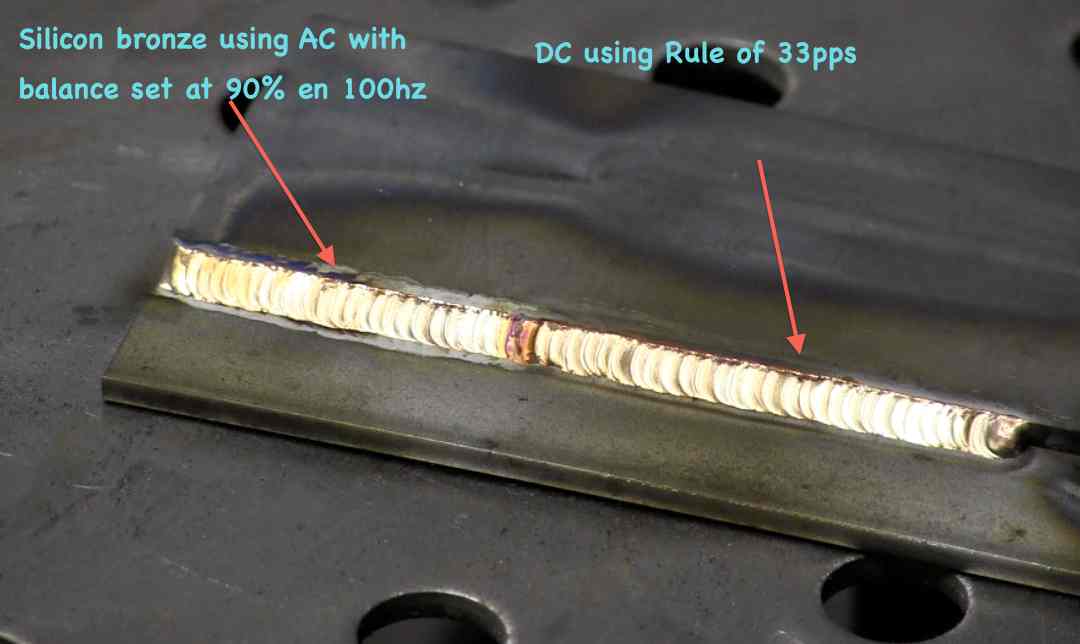
Tig Welding Brazing With Silicon Bronze

Metal Brazing Tips And Advice Johnson Matthey

Aluminum Welding Cast Iron Welding Pot Metal Repair Silver Solder With Muggyweld Com Youtube Welding Aluminum Brazing Welding

Welding The Best Way To Learn Youtube Brazing Welding Table Welding Projects

Examples Of Malleable Materials Are Aluminum Foil Lead White Gold Iron Nickel Copper And Platinu Stainless Steel Sheet Aluminium Sheet Aluminum Extrusion

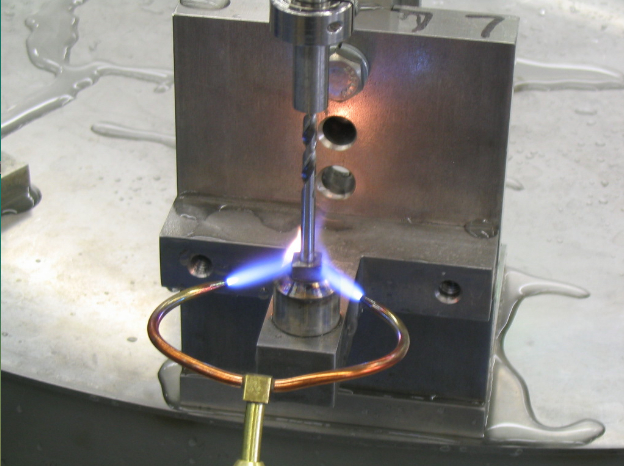
Flaring A 2 Tube To A 1 5 Tube With Propane Oxygen Mix Notching And Tack Welding Ready For Fillet Brazing Hellbourneatelier H Brazing Welding Raw Steel

How To Braze Steel Youtube

Super Alloy 5 Aluminum Welding And Brazing Rod Muggy Weld Aluminum Welding Rods Welding Rods Welding

How To Tig Weld Stainless Steel 304 Demo Using Lakoni Mma Macine Inverter 120a Youtube Welding Aluminum Welding Tig Welding Stainless Steel
6 Steps To Successful Brazing
Aluminum Welding Brazing And Soldering With A Hand Held Torch Soldering Aluminum Welding Rods Brazing

Pin On Flap Discs For Stainless Steel

What Metals Can Be Brazed The Harris Products Group
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gct9w1ffzh21aykaaiqcwi Iqlrmodbaagu 3gal Ojxetsrvxk1 Usqp Cau

How To Solder Aluminum Soldering Welding Aluminum How To Clean Metal

How To Easily Repair Holes In Aluminum Repair Welding Aluminum Solar Power Diy

Stick Welding Basics Arc Welding Explained Youtube Welding Diy Metal Arc Welding

Workshop Basics Brazing Wood Turning Learn Woodworking Metal Working

Sponsored Link Aluminium Alloy Welding Rod Low Temperature Soldering Electrodes Easy Melt Stick In 2020 Welding Wire Welding Rods Brazing

A Gob Of Bronze Or Copper By George Goehl A Simple Way To Braze Without Having To Clamp Work In Place This Video Sh Welding Design Brazing Metal Welding

Tig Welding Aluminum Fabrication Sheet Metal Forming Round Hole To Square Hole Transition Youtube Aluminum Fabrication Welding Aluminum Tig Welding

New Inverter Based Pulsed Mig And Tig Welding Technology Reduces Sheet Metal Welding Costs Increases Productivity Mil Welding Projects Welding Metal Welding

Welding Fabrication And Sheet Metal Welding And Fabrication Welding Sheet Metal Fabrication

How To Easily Braze Steel Iron Brass Bronze Copper Youtube

Brazing Steel With A Propane Torch Youtube

If You Are The Type Of Person That Likes To Do Any House Work With His Own Hands Then This Video Is For You What We Ar Welding Table Welding Projects

Brazing Aluminium Successes Failures Youtube

Thin Steel Tct Blades Metal Roof Steel Sheet Metal


Welding Art Ideas Welding Welding Projects Welding Training Welding

How To Hide Solder Seams When Soldering Copper Metal Jewelry Making Soldering Jewelry Copper Jewelry

Pin On Evolution Power Tools Usa Range

0 02mm Thicksess 100mm Width Ss304 Width Stainless Steel Sheet Plate Leaf Spring Stainless Steel Foil T Stainless Steel Strip Stainless Steel Sheet Steel Sales

Sponsored Ebay Thermoweld 701100150172 150 Copper To Steel Welding Material Shot 10 Pack With Images Plastic Welding Welding Rods Welding Tips

Pin On Mini Machines

Cool Copper Projects With Images Copper Diy Copper Decor Diy Wood Headboard
Silver Brazing Vs Silver Soldering Fusion Inc

