Burr Direction In Sheet Metal

Metal Blanking Process By Advantage Fabricated Metals
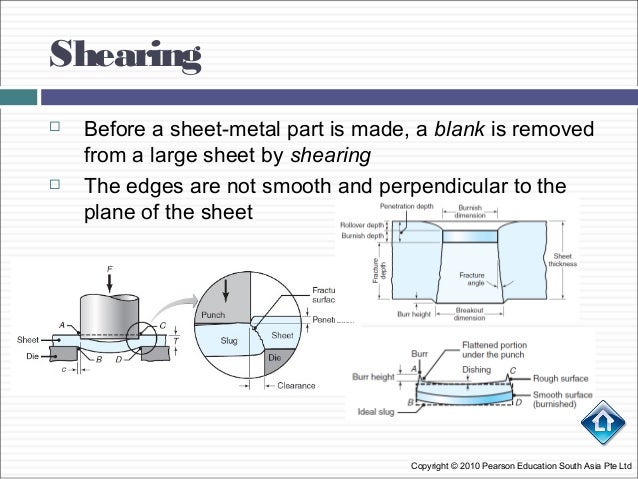
Sheet Metal Cutting Shearing

Pin On Gadgets
Press Dies Tutorial Technical Tutorial Misumi
Metal Stamping And Die Design Blanking Machinemfg
What Is Metal Stamping Esi Engineering

Burrs can interfere with subsequent forming processes.
Burr direction in sheet metal. And using a lower speed around 6000 7500 rpms makes all the difference in the world dressing and de burring edges on sheet metal and lite guage stock. To minimize instances and severity of burrs avoid sharp corners and complex cutouts when possible. It left some metal behind which solidified into burrs at the bottom of the cut. Burrs are most commonly created by machining operations such as grinding drilling milling engraving or turning.
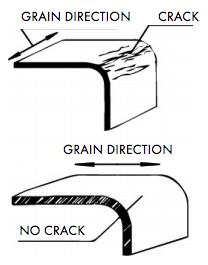
This type of burr is commonly. Some metals deform more than others and so form larger burrs. When such factors cannot be avoided be sure to note burr direction in your design so they can be taken into account during stamping see the stamped edges image below. This disturbed the gas flow dynamics which in turn did not evacuate the right amount of molten metal at the right time.
It just makes another bur going the same direction as the wheel. Consider a punching operation as an example. Adjust so that the cutting is uniform. Engineers designing sheet metal enclosures and assemblies often end up redesigning them so they can be manufactured.
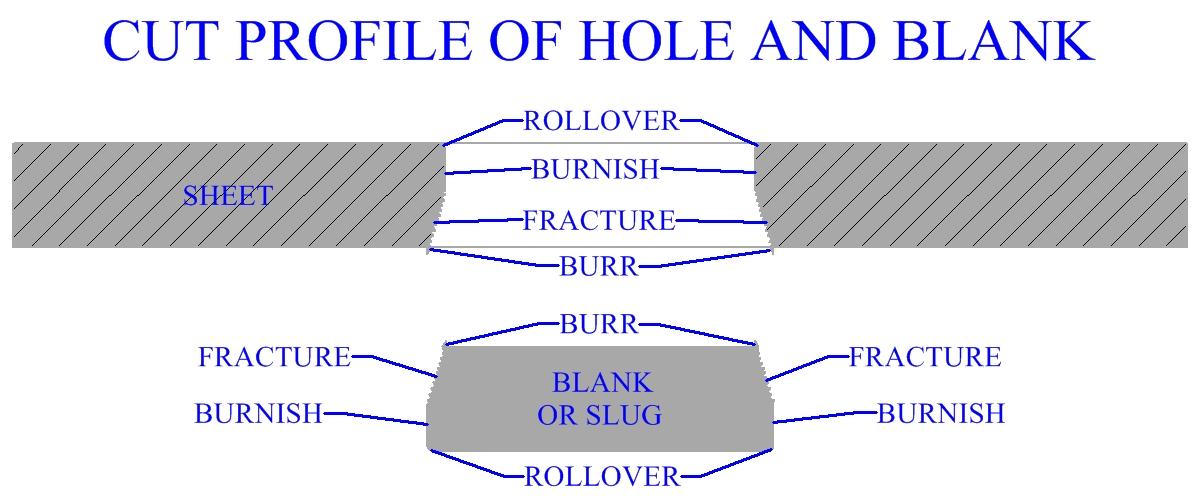
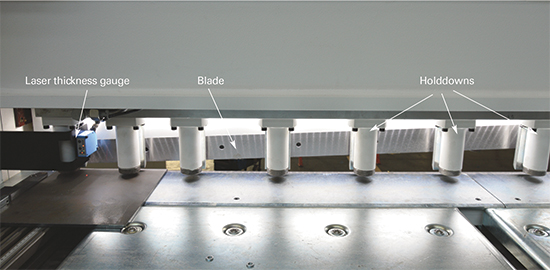
Burr direction side of the stock on which burrs appear. Burr height height to which burr is raised beyond the surface of the material. All surface zones of cut sheet metal occur in the opposite order on the sheet than on the blank or slug. De burr machine is the best for sheet very quick.
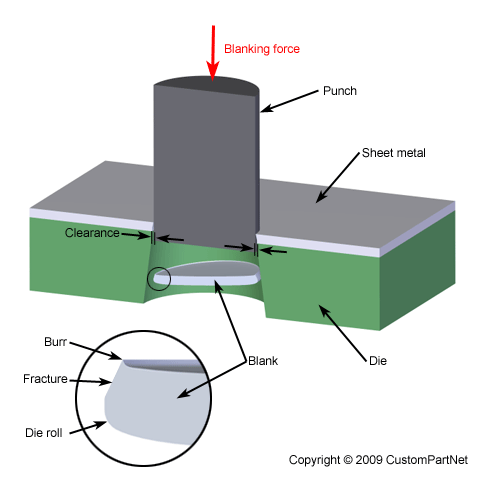
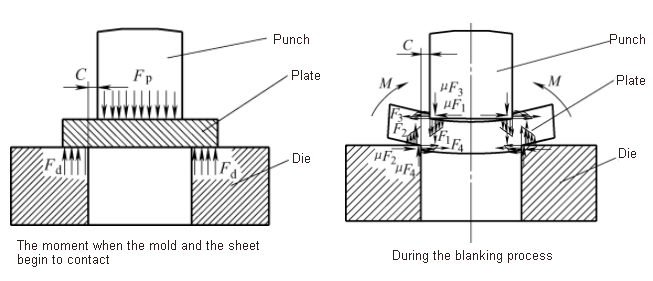
Generally speaking it s softer metals like aluminum that create the biggest problems. Burrs are a result of plastic deformation which is what happens when metal is sheared. The punch comes down and pushes the metal into a hole the die. It is usually an unwanted piece of material and is removed with a deburring tool in a process called deburring.
In fact research suggests that manufacturers spend 30 to 50 of their time. Knowing this the operator could have prevented the burr by actually increasing the cutting speed slightly. Burr raised sharp edge inherent in cutting operations such as shearing blanking punching and drilling. It may be present in the form of a fine wire on the edge of a freshly sharpened tool or as a raised portion of a surface.
The parts that have been cut neatly are the parts where the clearance is small. Figure 2 a burr or protruding ragged edge shown at 100x magnification occurs as the material is sheared at an angle against the blanking direction. One consideration is the amount of. Burr free edge without sharp protrusions.
For example the burr forms on the bottom edge of the cut hole while it forms on the top edge of the blank. Edge quality of cut sheet metal is very important in pressworking manufacture. I think i just need to move to a finer abrasive. Apart from the above there are other causes of burr generation.
That speed increase would reduce the heat input and the ablation and restore the gas flow dynamics to its proper state. Burr allowance is generally 10 of the thickness of the sheet material.
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife Mate
Sheet Metal Processes
Sheet Metal Forming Processes And Equipment Machinemfg
Coining Sheet Metal Sheetmetal Me
Methods For Fastening Sheet Metal Without Fasteners Machine Design

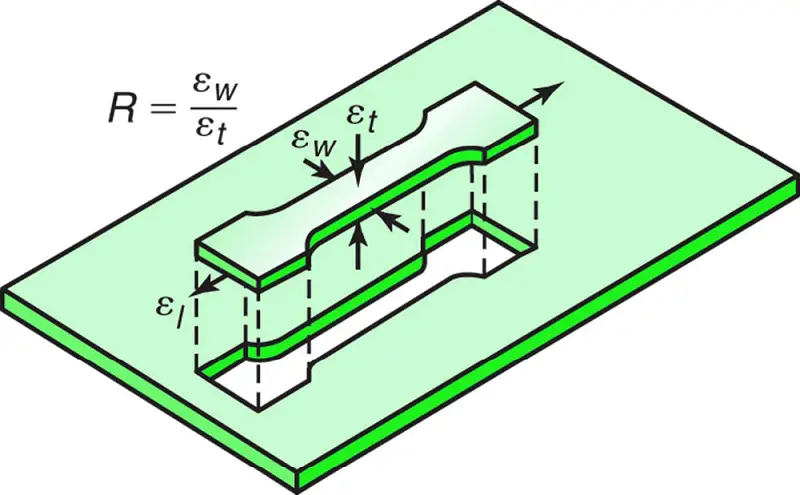
Chapter 6 Sheet Metal Forming Anisotropy Another Important Factor Influencing Sheet Metal Forming Is Anisotropy Or Directionally Of The Sheet Ppt Download
Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg

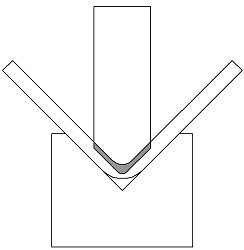
How To Make A Radius Bending Fixture For Sheet Metal Metal Bending Tools Metal Bending Metal Shaping

Pin On Backyardequip Com

Z Offset Direction Direction Marlin 3d Printer Anet A8 Tronxy P802m Every Time I Needed To Adjust The Level Between A Bed An 3d Printer Marlin My Images

Cast Iron Ci Casting Suppliers And Manufacturers Generally Categorized The Valves Manufacturing Process Into Two Me Machining Process It Cast Waste Solutions

Four High Rolling Mill Rolling Mill Rolls Steel Mill

Pin On Tools

Pin On Pipeline

Pin On Plastic Injection Molding Design

Diesmtc Blogspot Com Equipment Sheet Metal Forming 2

Ferrum Welding And Metal Works Psd Template Metal Welding Ferrum Template Forest Illustrations Metal Welding Psd Templates Welding Crafts
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctufq3 Jxgfqe0ucsym7whllvnsnuk5cxim64u4vicbnghgv Jz Usqp Cau

Design Considerations For Sheet Metal Parts
Sheet Metal Cutting Tri State Fabricators

Nut Operated Wedge Lever Clamping Mechanism Youtube Mechanical Design Tool Design Mechanic

Tool And Die Whatsapp 86 15962536891 Plastic Injection Molding Plastic Injection Injection Moulding

Nibbler Cutter Drill Attachment Double Head Metal Sheet In 2020 Metal Cutter Metal Sheet Metal

Symphonic Sound Design Design Short Film

Oakalla Bridge 1898 Built By J J Daniels It Is 152 Long Plus A 15 Overhang At Each End This Single Span Bur Covered Bridges Rustic Bridge Old Bridges

Sheet Metal Thickness An Overview Sciencedirect Topics
What Sheet Metal Shops Wish You Knew Reasonable Tolerances Grain Direction And The Base Flange

Double Head Sheet Metal Nibbler Cutter Holder Tool Power Drill Attachment In 2020 Jet Woodworking Tools Woodworking Jigs Sheet Metal

Pin On Products
Blanking Questions Have You On The Edge

Burr Free Cutting Edges By Notch Shear Cutting Sciencedirect

Pin By Dorel Gradinaru On Umelye Ruchki Sewing Leather Leather Working Patterns Leather Tooling

Tom Burr With Images Exhibition Display Sneaker Displays Acrylic Display
Double Headed Sheet Metal Nibbler 360 Degree Illuminate Ultimate Metal Cutter For Straight Circle And Round Cutt In 2020 Metal Cutter Iron Tools Corrugated Metal Roof

Metal Rolling Rolls Metal Metal Fabrication

Sweeney Fly Press Nfp05 Metal Working Homemade Tools Metal Crafts

Burr King Vibra King Medium Bowls Model 15 1 30 Cubic Feet Cubic Foot Bowl How To Clean Brass

Sheet Metal Shear Sheet Metal Shear Metal Working Tools
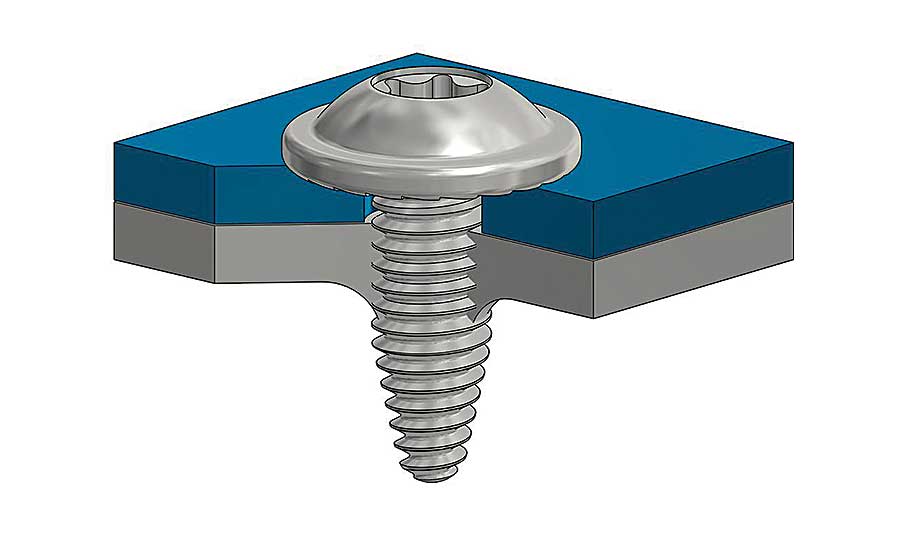
Screwdriving For Sheet Metal Assembly

Pin On Abrasives
Four Cures For Sheetmetal Shearing Defects Metalforming Magazine Article

