Causes Of Wrinkles In Sheet Metal
Identifying And Resolving The Most Common Defects In Sheet Metal Forming Stampingsimulation

Problems In Sheet Metal Forming Download Scientific Diagram
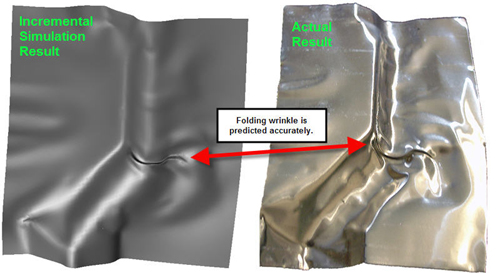
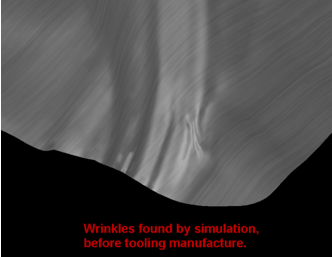
Predict Folding Wrinkles Using Simulation Stampingsimulation

How To Draw Round Cups Deeper
Key Design Principles For Successful Deep Drawing

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

The most common splits occur when a metal accessory is flashed with a membrane material.
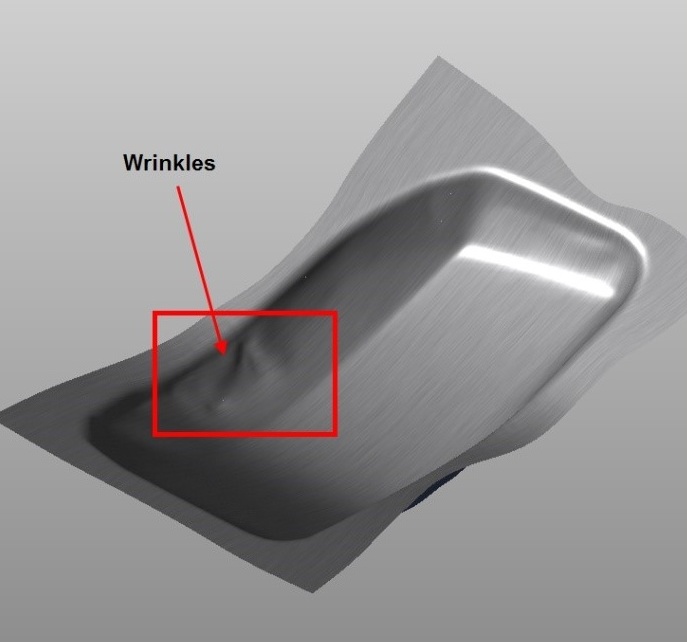
Causes of wrinkles in sheet metal. When a flat sheet is pushed in on itself the material needs somewhere to go. Load sheets loosely in the dryer. Exposure to uv light breaks down your skin s connective tissue collagen and elastin fibers which lie in the deeper layer of skin dermis. Because the membrane generally cannot move as much as the metal it will eventually fatigue and crack when it is adhered to metal.
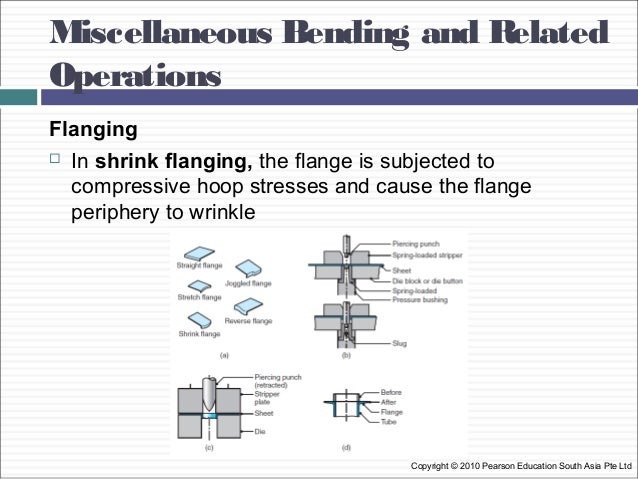
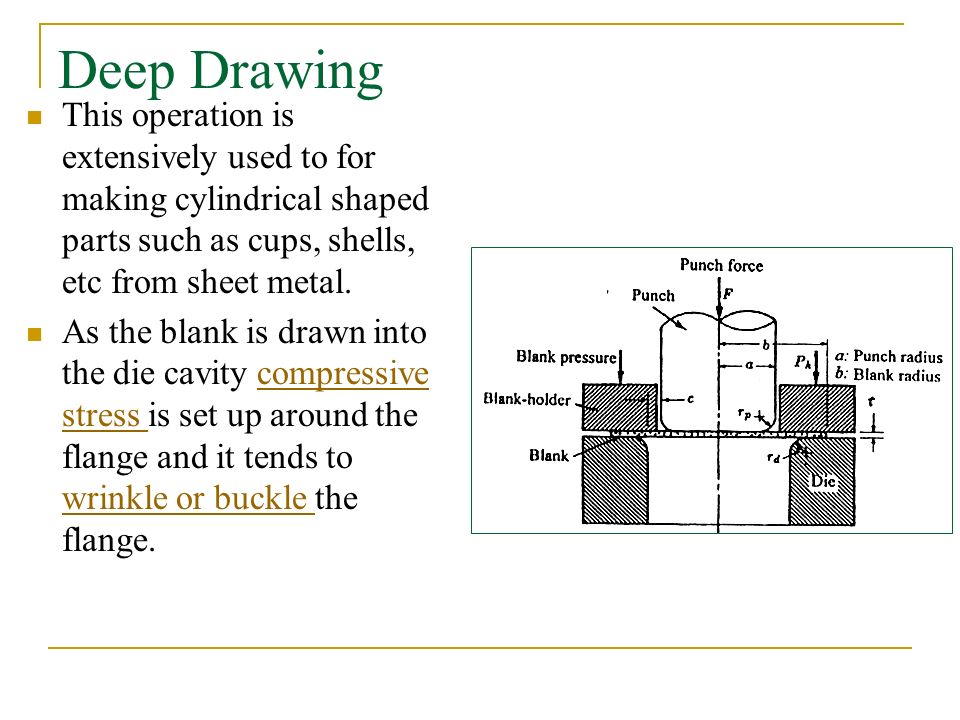
As a result compressive hoop stress and thus wrinkling can be developed in the sheet metal under the holder flange wrinkling as well as those in the side wall as wrinkling is a phenomenon of compressive instability. Eventually a fracture occurs. Wrinkles occur when the sheet metal stamping process produces compressive strains that push material together causing the material to overlap each other in the worst case. Stretching defects occur during drawing type operations.
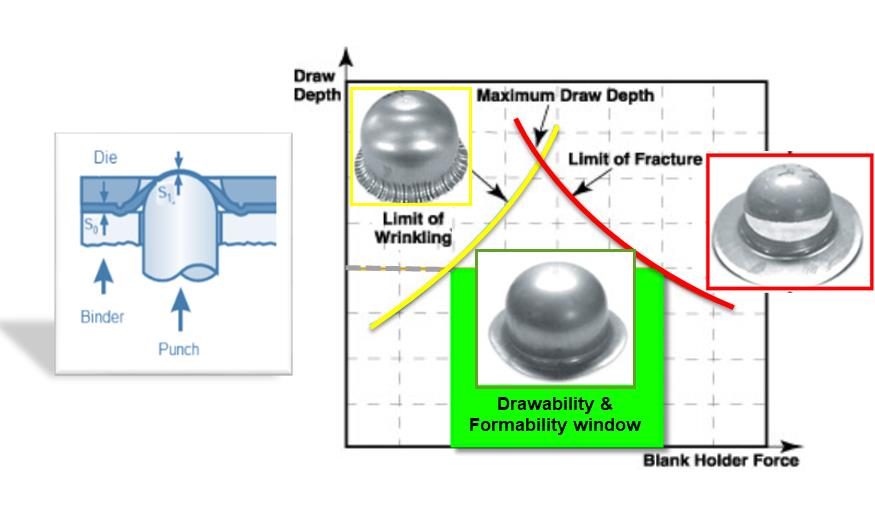
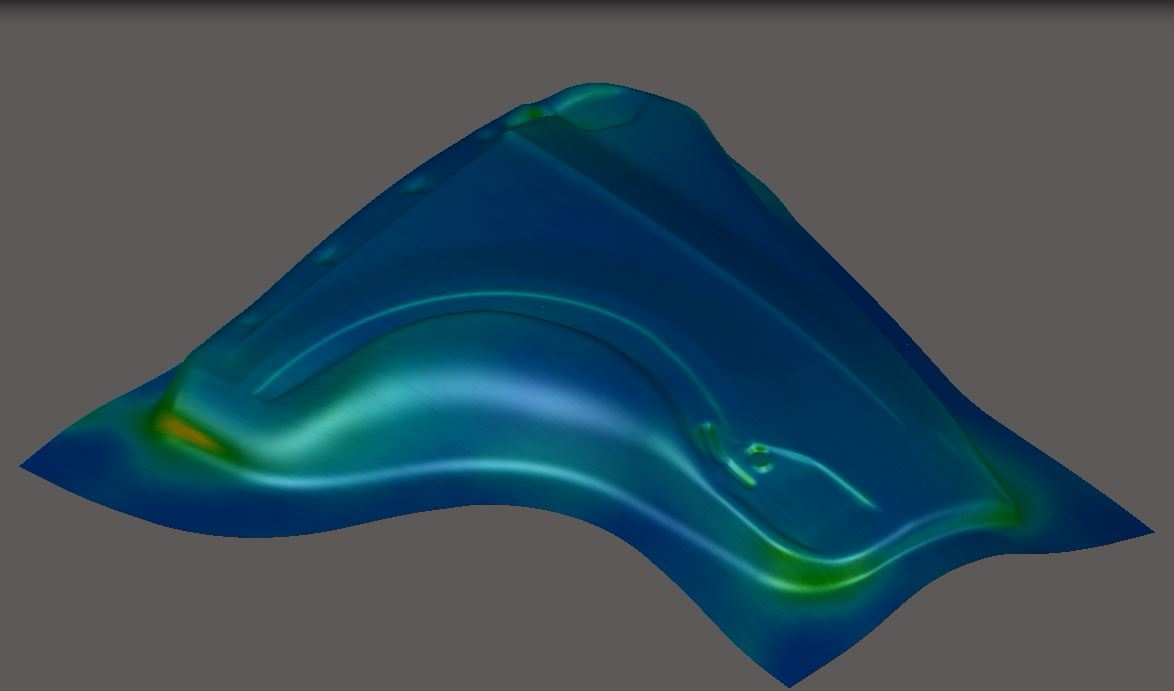
The result is buckling which creates unsightly wrinkles. The idea behind the existence of a locus of in plane strains delimiting the onset of wrinkling in sheet metal forming is attributed to havranek 6who proposed the concept of the wrinkling limit curve wlc after mea suring the circumferential and radial strains on the unsupported region of conical cups. Die cavity depth and radius. Clearances between the blank blank holder punch and die cavity.
Overloading the dryer will cause the sheets to wrinkle. Side wall and flange wrinkles are caused by high tangential compressive stresses in the sheet. A thicker material resists the compressive forces more so than a thinner material speaking broadly and thus a thin material will wrinkle more easily. Ultraviolet radiation which speeds the natural aging process is the primary cause of early wrinkling.
Without the supportive connective tissue your skin loses strength and flexibility. Blank shape and thickness. For example cracking and necking commonly occur when formability of the deformed sheet material is limited. Several factors can cause wrinkles in deep drawn parts including.
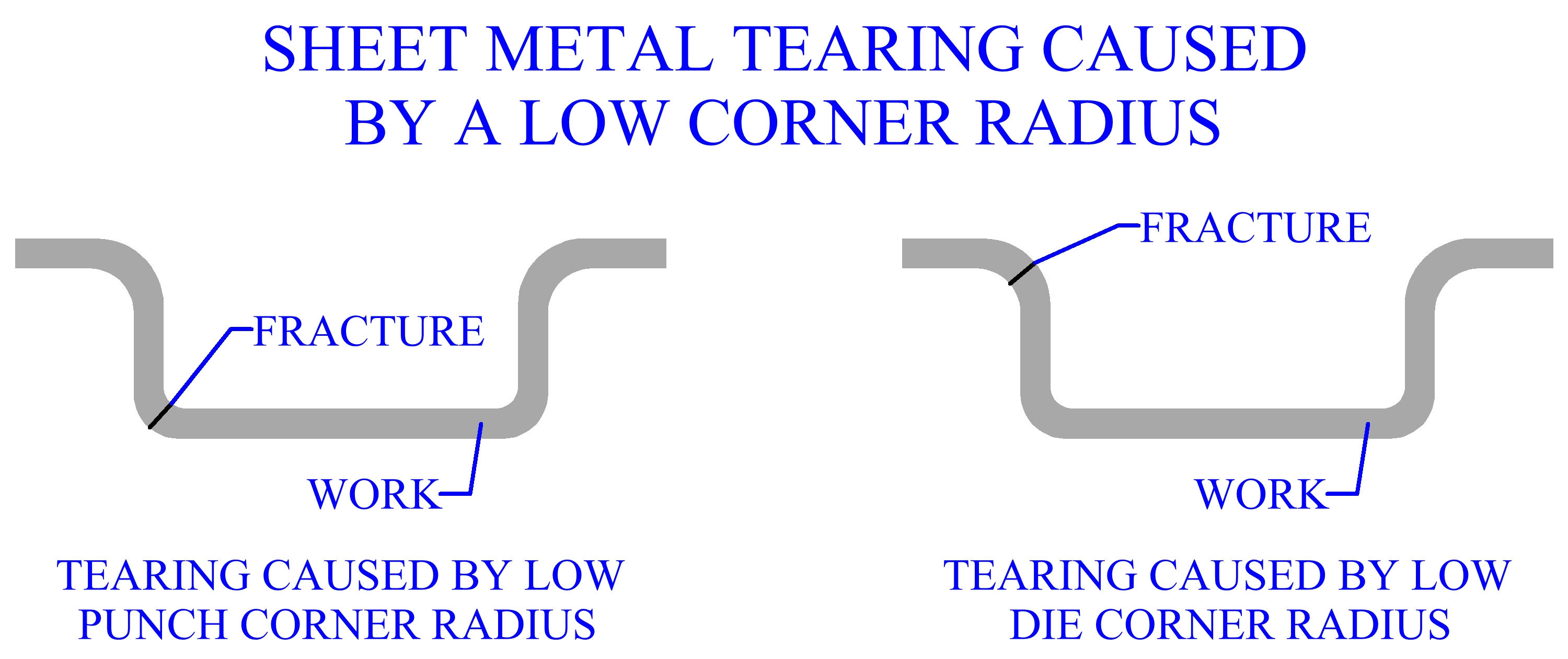
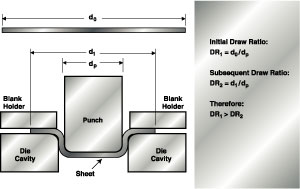
Marking lines occur when sheet material undergoes high tensile stresses as it flows over sharp tool corners. As the temperature changes metals and membranes expand and contract at very different rates. The difference in the drawing ratio and the irregular contact condition between the blank and die which occur when using second and third method of redrawing also induces non uniform metal flow which cause wrinkling tearing and severe extension of metal during the redrawing process. Friction between the blank blank holder punch and die cavity.

Preventing Wrinkles In The Deep Drawing Process
Pdf Investigation And Analysis For The Wrinkling Behaviour Of Deep Drawn Die Sheet Metal Component By Using Fast Form

Sheet Metal Forming Process Chapter 7 Ppt Download

Deep Drawing An Overview Sciencedirect Topics
Drawbeads And Metal Forming Stampingsimulation
Deep Drawing Of Sheet Metal

Dissecting Defects Part I
Https Onlinelibrary Wiley Com Doi Pdf 10 1002 3527602585 Ch16

Analysis And Reduction Of Wrinkling Defects For Tube Hydroforming Magnesium Alloy Components At Elevated Temperatures Sciencedirect
Material Behavior In Simulation 101 By Autoform Senior Application Engineer Yurdaer Demiralp Usa Formingworld

Easily Remove Creases Caused From Shipping Or Storage Vinyl Photo Backdrops Backdrop Storage Photography Backdrops Diy
Deep Drawing Metallurgy For Dummies

An Interesting Discovery Of The Influence Of Wrinkles On The Overlapping Fusion In Metal Droplet Printing Scientific Articles Prints Engineering
Metals Free Full Text Prediction Of Wrinkling Of A Beverage Can Subjected To The Redrawing Process By J2 Deformation Theory Html

A Review On Forming Techniques For Manufacturing Lightweight Complex Shaped Aluminium Panel Components Sciencedirect

Pdf Advances In The Control Of Sheet Metal Forming

Manufacturing Processes Ppt Download
Metals Free Full Text Root Cause Analysis Of Surface Cracks In Heavy Steel Plates During The Hot Rolling Process Html
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcruj8fwwvr2651j0vqx L4mceiwst0luhzetxyurjya0lribajs Usqp Cau
Https Fenix Tecnico Ulisboa Pt Downloadfile 563568428751514 188 20 20formability 20limits 20by 20wrinkling 20in 20sheet 20metal 20forming Pdf

4 Sneaky Causes Of Wrinkles How To Avoid Them Minence Organic Skin Care In 2020 All Natural Skin Care Skin Care Kit Natural Skin Care
Pdf Wrinkling Failure Mechanics In Metal Spinning
Sheet Metal Processes

Sheet Metal Operation Figures And Q A For Students By S Dharmaraj Issuu
Sheet Metal Forming Processes Introduction Ratio Surface Area Volume Is Very High For Sheet Metal Process Plates Thickness 0 25 Inches Boilers Ppt Download
Sheet Forming Processes Introduction Sheet Metal Processes Involve Plane Stress Loadings And Lower Forces Than Bulk Forming Almost All Sheet Metal Ppt Download

Metal Spinning Part 2 Techniques Ganoksin Jewelry Making Community

Sheet Metal Forming An Overview Sciencedirect Topics

Sheet Metal An Overview Sciencedirect Topics

Villa Wall Panel Perforated Stainless Steel Sheet Metal View New Innovative Products Steel Life Product Details From Foshan Xuanchuang Metal Products Co Ltd Stainless Steel Sheet Metal Wall Paneling Metal Products
Https Dash Harvard Edu Bitstream Handle 1 13064983 Jin Gsas Harvard Inactive 0084l 11846 Pdf Isallowed Y Sequence 4
Amazon Com My Formula My Neck Mask Pack Of 5 Neck Wrinkle Pad For Treatment Remover Lifting And Firming Neck Skin Beauty
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download

Sheet Forming Process An Overview Sciencedirect Topics
Effect Of Friction And Lubrication In Sheet Metal Stamping Ahss Insights

Minor Strain An Overview Sciencedirect Topics

Deep Drawing An Overview Sciencedirect Topics

How Do You Sleep Sleep Sleep Studies Sleeping Positions

Sleeves And Their Wrinkles Patterns For Pirates Sewing Tutorials Sewing

Sheet Metal Design Metal Design Sheet Metal Design
Low Cost Metal Forming Process Using An Elastic Punch And A Reconfigurable Multi Pin Die Springerlink
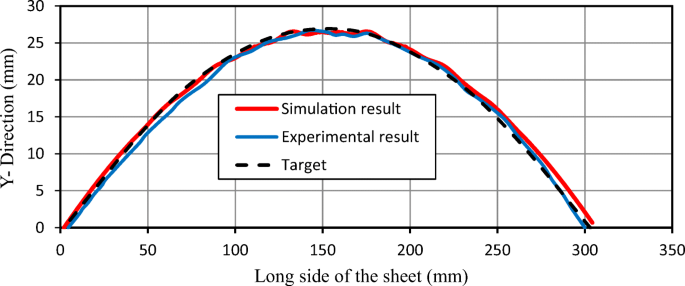
Pdf Application Of Modern Cushion Systems To Improve Quality And Productivity In Sheet Metal Forming

